Hi Charlie,
Yes you have explained it very well. I now understand more about canvas resolution and the raster layer resolution and what effect each has. Very detailed explanation as always.
Thank you
Doug
Hi Charlie,
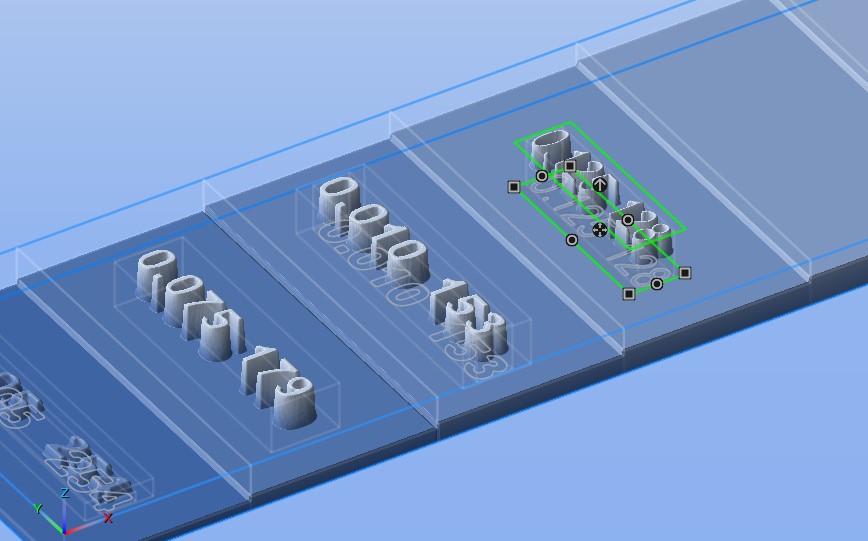
Still having issues with this file. Bit of a change in plans as I could not get the text Trace to Paths to work. I think I have set up the Text Layers incorrectly so just gong to use Blend = Subtractive and use a ball nose bit to carve out the text. My work flow is as follows:
Thought I had Layer Groups figured out. I have all the layers in Group 1 and the Text Layers also in Group 2. Selecting Group 1 shows everything as expected. Selecting Group 2 shows the boundaries of the text layers but no text? When I go to Project Operations and select Group 2 nothing shows? What have I done wrong?
I want to do a clearing pass with a 0.25 bit then a final pass with just the text. This does not work with Group 2 so I use Group 1 (all layers). REST Machining is turned on so just the text should get carved but passes are also made at each change of height. Leave Stock is set to 0.001 to ignore some “artifacts” that show up on the flat surfaces. Once again where have I gone astray?
I wanted to attach my file but don't see how to do it in a Reply?
As always any and all suggestions very much appreciated.
Thank you
Doug
Thank you for the detailed help tips.
Originally ran the .exe file from a folder called downloads. All files were unzipped - 16 files and 3 folders. Moved to the desktop and no difference. Tried from C:\PixelCNC and no difference. If I run as administrator it asks me if I will allow Pixel CNC to make changes. When I do not run as adminsitrator I do not get that splash screen.

I am working in native windows - not sure what those other things are so I am sure I am not using them.
log file is very long but the config.dat file does load when run from the desktop and from C:\PixelCNC
first few lines of log file - I do not know how to attach the file to this reply.
0.017
0.017 [ PixelCNC v1.43a Trial 64-bit - Jul 1 2020 ]
0.018 [ Charles Van Noland - http://pixelcnc.deftware.org ]
0.019
0.019 exe: C:\PixelCNC (64-bit)
0.020 user: C:\Users\Lunty Laptop\AppData\Roaming\Charles Van Noland\PixelCNC
0.021 log: 201116-213231
0.022 --- initializing ---
0.022 configuration...
0.022 config_init: default version #143
0.023 loaded 5.258kb from "C:\Users\Lunty Laptop\AppData\Roaming\Charles Van Noland\PixelCNC\config.dat"
0.025 LOADED CONFIGURATION:
did get the message that I was using th trial version and my 20 minutes was up
I run Bit defender, Malawarebytes and Hitman for anti virus software.
Does not show up in my APPS for Windows 10 so I don't think it gets installed.
Screen shot of what I get when I try to install.